


Was ist TBM-Herstellung und warum ist sie wichtig?
Unter TBM-Herstellung versteht man die Konstruktion und Produktion von Tunnelbohrmaschinen – massive, hochspezialisierte Ausrüstungsteile, die zum Ausheben von Tunneln durch Fels, Erde, Ton und gemischte Bodenverhältnisse verwendet werden. Dabei handelt es sich um eine der komplexesten Maschinen, die jemals gebaut wurden. Sie vereinen modernste Maschinentechnik, Hydraulik, Elektronik und Materialwissenschaft in einem einzigen integrierten System, das zwischen einigen Hundert Tonnen für eine kleine Versorgungstunnelmaschine und über 7.000 Tonnen für ein U-Bahn- oder Autobahntunnelprojekt mit großem Durchmesser wiegen kann. Der Herstellungsprozess einer Tunnelbohrmaschine ähnelt nicht der Herstellung der meisten Industrieanlagen – jede Maschine ist praktisch ein maßgeschneidertes Projekt, das so entwickelt wurde, dass es die spezifischen Geologie-, Durchmesser-, Ausrichtungs- und Auskleidungsanforderungen eines einzelnen Tunnelauftrags erfüllt.
Die weltweite Nachfrage nach TBMs wächst seit Jahrzehnten stetig, angetrieben durch massive Infrastrukturinvestitionen in U-Bahn-Systeme, Straßentunnel, Wasserversorgungs- und Abwasserinfrastruktur, Wasserkrafttunnel und unterirdische Logistiknetze. Städte von London über Mumbai bis Los Angeles nutzen TBMs aktiv, um unterirdische Infrastruktur aufzubauen, ohne das Leben an der Oberfläche zu beeinträchtigen. Diese Nachfrage hat einen weltweit wettbewerbsfähigen Markt geschaffen TBM-Herstellung Die Branche wird von einer Handvoll großer Hersteller dominiert, die in der Lage sind, kundenspezifische Maschinen zu liefern, die mit außergewöhnlichen Präzisionstoleranzen konstruiert und gebaut werden, und deren Vertragslaufzeiten 18 Monate oder länger betragen können.
Arten von Tunnelbohrmaschinen und wie sie unterschiedlich hergestellt werden
Bei der TBM-Herstellung handelt es sich nicht um einen einzelnen Produktionsprozess, sondern um eine Familie verwandter, aber deutlich unterschiedlicher Maschinenkonstruktionen, die jeweils für spezifische Bodenbedingungen entwickelt wurden. Der für ein Projekt gewählte TBM-Typ beeinflusst grundlegend den Fertigungsumfang, die Komponentenspezifikationen und die Montagekomplexität.
Hartgesteins-TBMs (Gripper-TBMs)
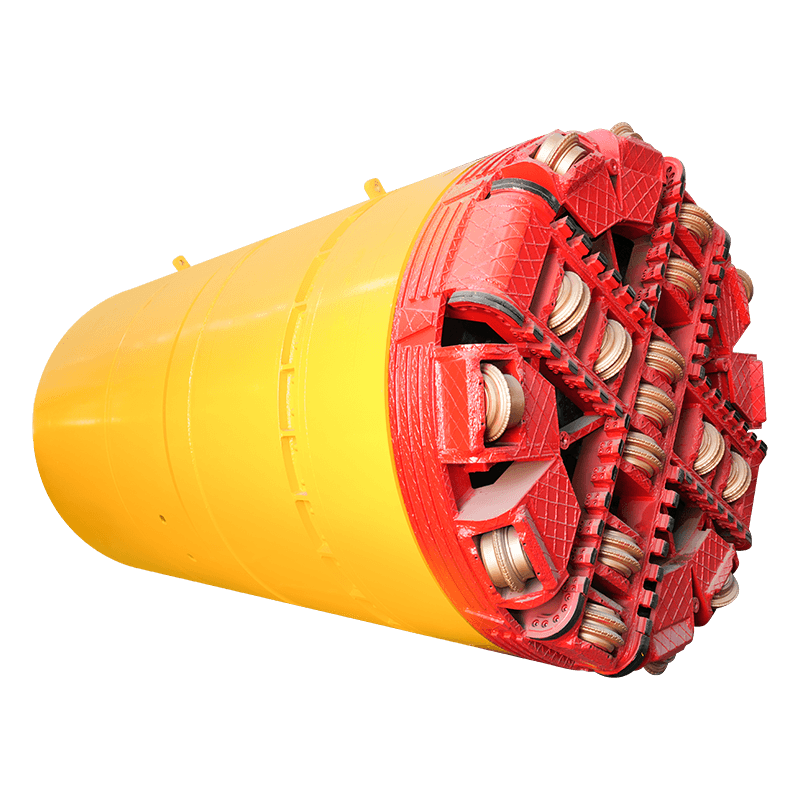
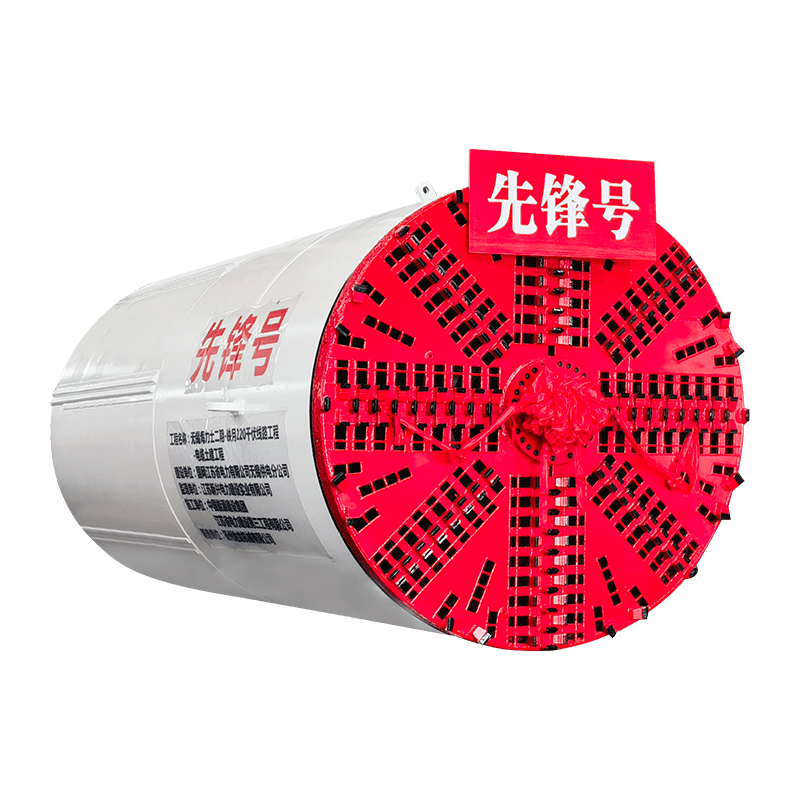
Gripper-TBMs sind für den Tunnelbau durch festes, stabiles Gestein wie Granit, Basalt und Kalkstein konzipiert. Die Maschine bewegt sich vorwärts, indem sie den rotierenden Bohrkopf gegen die Felswand drückt, während hydraulische Greifer seitlich ausfahren, um sich an den Tunnelwänden abzustützen und die für den Vorwärtsschub erforderliche Reaktionskraft bereitzustellen. Bei der Herstellung einer Greifer-TBM geht es vor allem um die Herstellung eines äußerst robusten Schneidkopfes – typischerweise aus hochfestem Stahlblech mit präzise positionierten Schneidscheibengehäusen – und einer leistungsstarken Hauptlagerbaugruppe, die bei kontinuierlicher Rotation enorme Schubkräfte übertragen kann. Scheibenschneider an Hartgesteinsmaschinen sind präzisionsgefertigte Hartmetallkomponenten, die mit engen Maßtoleranzen hergestellt werden müssen, um einen gleichmäßigen Verschleiß über die Schneidkopffläche hinweg zu gewährleisten.
Erddruckausgleichsmaschinen (EPB).
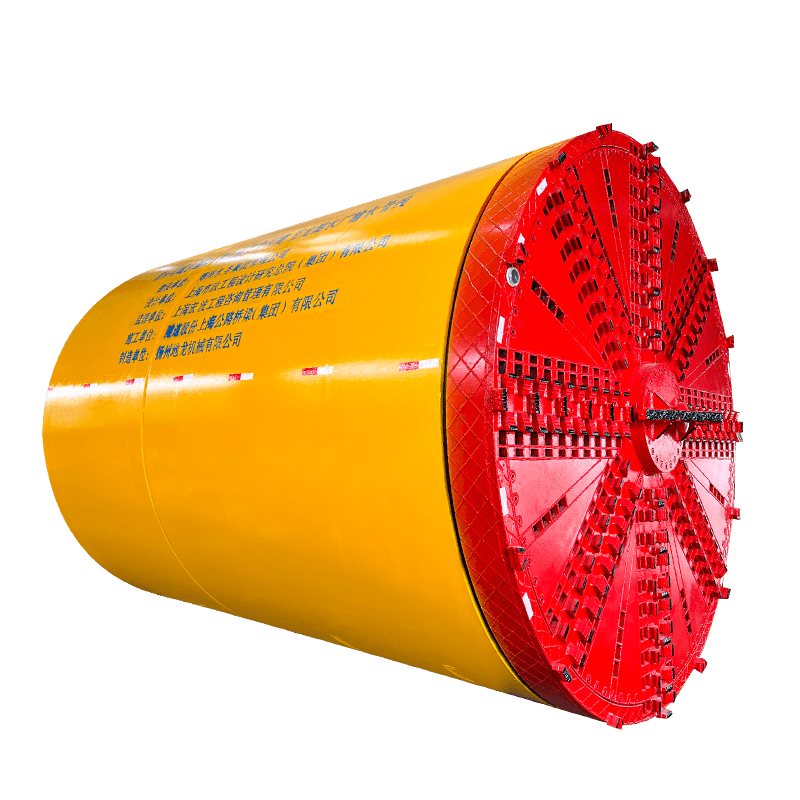
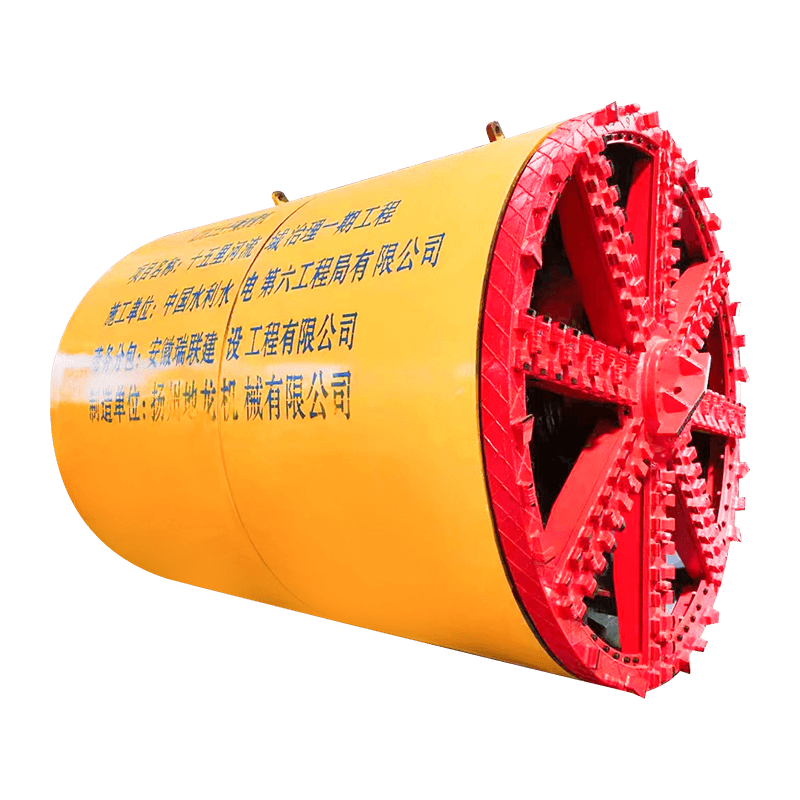
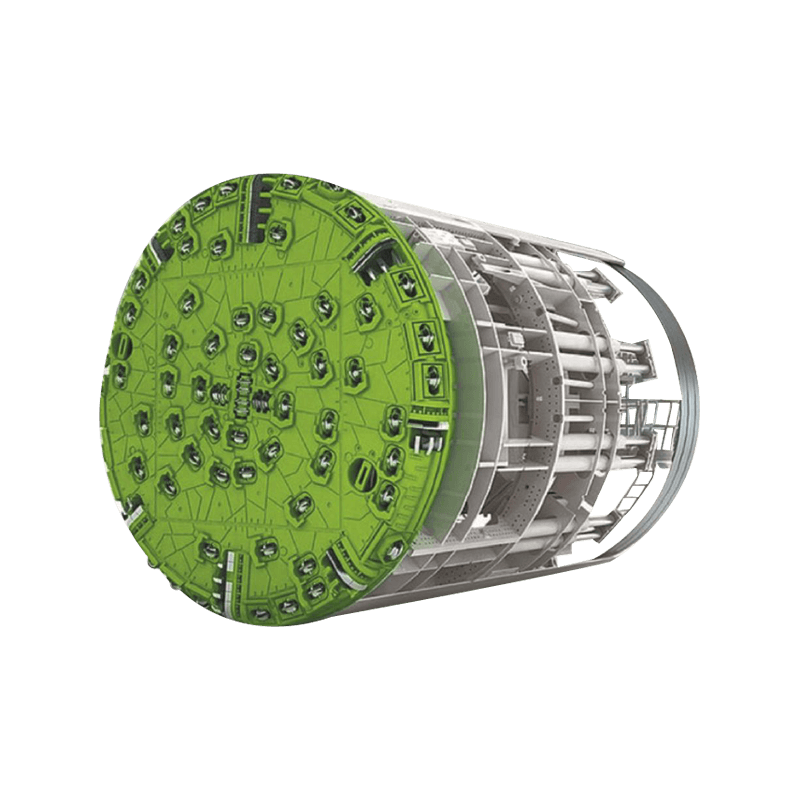
EPB-Maschinen sind das Arbeitstier im städtischen Tunnelbau in weichem Boden, gemischtem Boden und wasserführenden Bedingungen. Sie verwenden das ausgehobene Material selbst – konditioniert mit Schaum-, Polymer- oder Bentonitzusätzen –, um den Ortsdruck aufrechtzuerhalten und Bodensetzungen über dem Tunnel zu verhindern. Die Fertigungskomplexität einer EPB-TBM konzentriert sich auf das Schneckenfördersystem, das die Materialförderungsrate steuert, um den Ortsflächendruck auszugleichen, das in den Bohrkopf integrierte Schauminjektionssystem und den Schildkörper, der dem gesamten Erd- und Wasserdruck des umgebenden Bodens standhalten muss. Die Bohrkopfgeometrie für EPB-Maschinen unterscheidet sich grundlegend von Hartgesteinskonstruktionen – sie umfasst Schaber, Löffelschaufeln und Bodenbearbeitungsöffnungen anstelle von Scheibenfräsergehäusen.
Schlammschild-TBMs
Schlamm-TBMs werden in lockerem, wassergesättigtem Boden eingesetzt, wo selbst die Konditionierung der EPB-Fläche nicht ausreicht, um die Stabilität aufrechtzuerhalten. Sie halten den Ortsdruck aufrecht, indem sie eine unter Druck stehende Bentonitaufschlämmung verwenden, die die Abbaukammer füllt und durch ein Schott hinter dem Bohrkopf gestützt wird. Der Schlamm wird durch eine Rohrleitung an die Oberfläche gepumpt, in einer Trennanlage zur Entfernung von Abraum aufbereitet und wieder zur Ortsbrust zurückgeführt. Die TBM-Herstellung für Schlammmaschinen umfasst die Herstellung der Trennanlage als Teil des Gesamtsystemumfangs – eine zusätzliche technische Herausforderung, die neben der Maschine selbst auch Hydrozyklone, Zentrifugen und Schlammpumpeninfrastruktur umfasst.
Gemischte Boden-TBMs und TBMs mit variabler Dichte
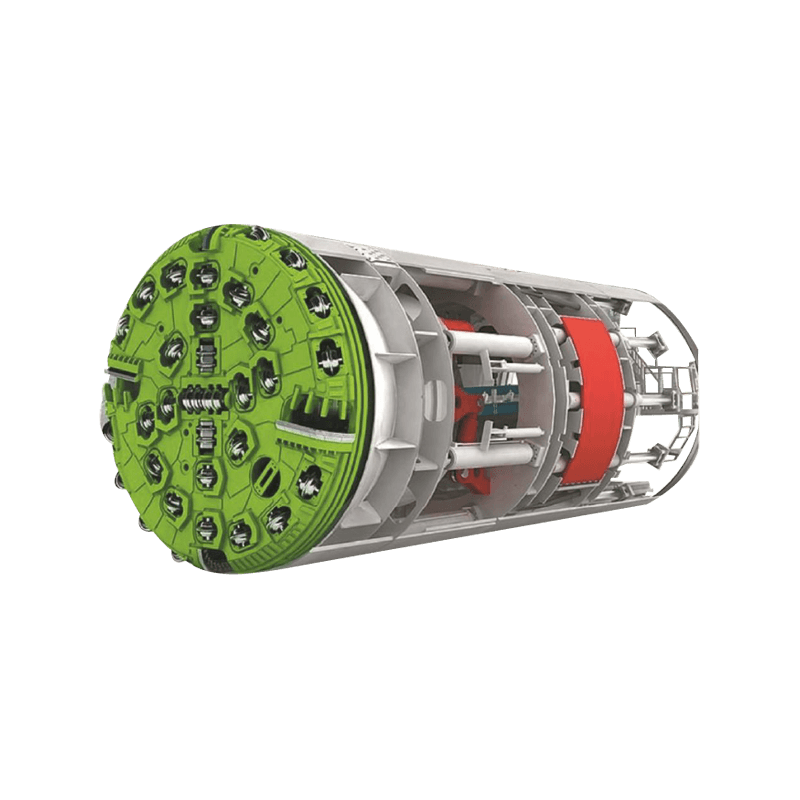
Bei einigen der komplexesten TBMs, die jemals hergestellt wurden, handelt es sich um Maschinen, die für Bedingungen mit unterschiedlicher Streckenlänge konzipiert sind – Tunnel, die innerhalb desselben Tunnelquerschnitts sowohl durch Gestein als auch durch weiches Gelände führen oder entlang der Trasse zwischen Hartgesteins- und Weichgesteinszonen übergehen. Diese TBMs mit variabler Dichte oder gemischtem Boden müssen sowohl Scheibenschneider als auch Schneidwerkzeuge für weichen Boden im selben Bohrkopf enthalten, mit umwandelbaren Abbaukammern, die während des Vortriebs zwischen EPB- und Hartgesteinsmodus wechseln können. Die Herstellung dieser Maschinen erfordert die gleichzeitige Lösung widersprüchlicher Konstruktionsanforderungen, die die TBM-Technik an ihre Grenzen bringen.
Kernkomponenten werden in jeder TBM hergestellt
Unabhängig vom Typ verfügt jede Tunnelbohrmaschine über eine Reihe grundlegender Subsysteme, die so konzipiert und hergestellt werden müssen, dass sie als präzise integriertes System zusammenarbeiten. Das Verständnis dieser Kernkomponenten erklärt, warum die TBM-Herstellung so technisch anspruchsvoll und zeitintensiv ist.
| Komponente | Funktion | Wichtigste Herausforderung in der Fertigung |
| Messerkopf | Der Tunnelbohrer gräbt die Tunnelwand aus, indem er sich gegen Gestein oder Boden dreht | Strukturelle Integrität unter kombinierten Schub- und Drehmomentbelastungen; Positionierungsgenauigkeit des Schneidwerkzeugs |
| Hauptlagerbaugruppe | Unterstützt den Bohrkopf und überträgt Schub und Drehmoment | Lagerlebensdauer unter anhaltend hoher Belastung; Abdichtung gegen Bodenverschmutzung |
| Schildkörper | Schützt Arbeiter und Ausrüstung; bietet strukturellen Wohnraum | Präzise Rundheit für den Segmentaufbau; Bodendruckwiderstand |
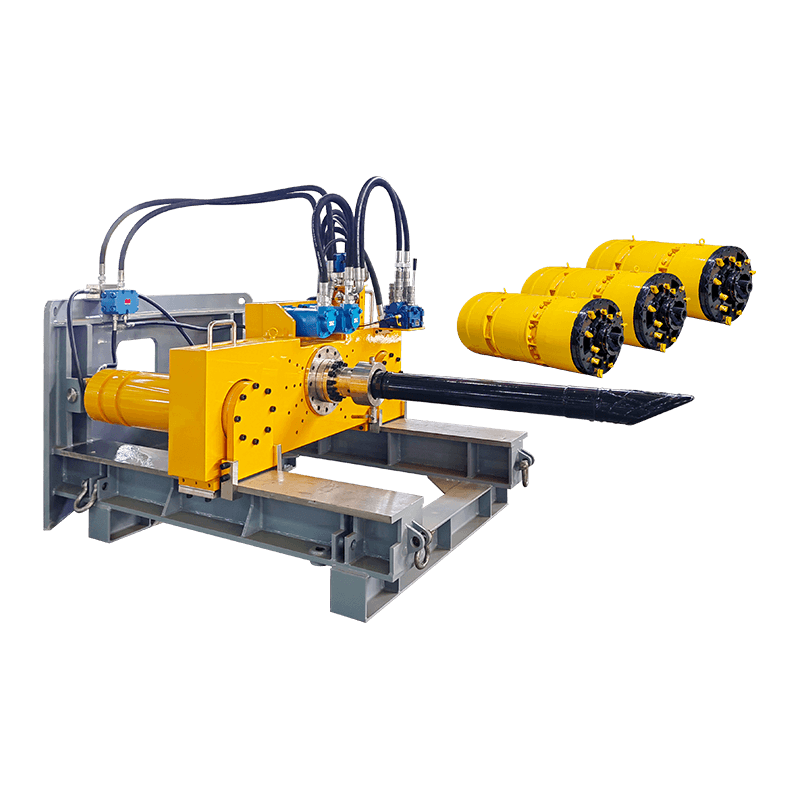
| Schubzylindersystem | Treibt die Maschine vorwärts gegen die installierte Tunnelauskleidung | Synchronisierte Hubsteuerung über alle Zylinder hinweg; Zuverlässigkeit der Dichtung |
| Segmentaufrichter | Wählt und installiert vorgefertigte Betonauskleidungssegmente | Positionierungsgenauigkeit; Zuverlässigkeit des Vakuumsystems; Belastbarkeit |
| Antriebsmotoren und Getriebe | Schalten Sie die Rotation des Schneidkopfes ein | Leistungsdichte auf engstem Raum; Wärmemanagement |
| Hydraulikaggregat | Versorgt alle hydraulischen Systeme, einschließlich Schub- und Aufrichtersystem | Systemintegration; Redundanz; Wärmeabgabe auf engstem Raum |
| Kontroll- und Leitsystem | Navigiert durch die Tunneltrasse und überwacht alle Systeme | Genauigkeit in unterirdischen Umgebungen ohne GPS; Echtzeit-Datenintegration |
Der TBM-Herstellungsprozess Schritt für Schritt
Der Prozess der Herstellung einer Tunnelbohrmaschine von der Auftragsvergabe bis zur Werksabnahmeprüfung ist ein langwieriges, mehrstufiges Engineering- und Produktionsprogramm. Das Verständnis der Abfolge verdeutlicht, warum die Vorlaufzeiten für TBM-Lieferungen selbst für erfahrene Hersteller mit etablierten Lieferketten typischerweise 12 bis 24 Monate betragen.
Stufe 1 – Geotechnische und Projektanforderungsanalyse
Bevor ein einzelnes Bauteil entworfen wird, führt das Ingenieurteam des TBM-Herstellers eine detaillierte Analyse der vom Kunden bereitgestellten geotechnischen Untersuchungsdaten durch. Dazu gehören Bohrlochprotokolle, Gesteinsfestigkeitsparameter, Grundwasserdruckprofile, Ergebnisse von Abrasivitätstests und Daten zur Bodendurchlässigkeit entlang der gesamten Tunneltrasse. Diese Analyse wirkt sich direkt auf die Konstruktion des Bohrkopfes, die Dimensionierung des Schubsystems, die Lagerspezifikation und die Konfiguration des Bodenbearbeitungssystems aus. Eine Maschine, die auf der Grundlage ungenauer oder unzureichender Bodendaten entworfen wurde, weist eine schlechte Leistung auf oder fällt aus – die geotechnische Analyse ist die Grundlage, auf der der gesamte Entwurf aufbaut.
Stufe 2 – Kundenspezifisches Engineering und Design
Sobald die Bodenbedingungen festgelegt sind, entwickelt das Ingenieurteam mithilfe fortschrittlicher 3D-CAD-Software und Finite-Elemente-Analyse den vollständigen TBM-Entwurf. Das strukturelle Design des Bohrkopfes wird für kombinierte Schub- und Drehmomentbelastungsszenarien analysiert. Die Berechnungen der Hauptlagerlebensdauer werden anhand der Lagerlebensdauertheorie nach ISO 281 durchgeführt, die an TBM-spezifische Lastkollektive angepasst ist. Die Rundheitstoleranzen des Schildkörpers werden auf der Grundlage der Geometrie der Tübbingauskleidung festgelegt. Jede größere Schweißnaht in der Strukturfertigung wird gemäß den relevanten Strukturvorschriften entworfen und dokumentiert. Allein diese Entwurfsphase dauert bei einer TBM mit großem Durchmesser in der Regel drei bis fünf Monate und führt zu Zehntausenden von technischen Zeichnungen und Spezifikationen.
Stufe 3 – Materialbeschaffung und Lieferkette
Die TBM-Herstellung erfordert eine enorme Auswahl an Spezialmaterialien und Komponenten, von denen viele lange Beschaffungsvorlaufzeiten haben. Hochfeste Baustahlplatten für Bohrkopf und Schildkörper, Drehkranzlager mit großem Durchmesser, Planetengetriebe mit hohem Drehmoment, Hydraulikzylinder, die nach präzisen Hub- und Druckspezifikationen hergestellt werden, und spezielle Dichtungssysteme erfordern alle eine frühzeitige Beschaffung, um Verzögerungen bei der Fertigung zu vermeiden. Die Hauptlagerbaugruppe – ein massiver Drehkranz, der bei einer großen TBM einen Durchmesser von mehr als drei Metern haben kann – hat oft eine eigenständige Fertigungsvorlaufzeit von sechs bis neun Monaten und ist typischerweise der kritische Pfad im gesamten TBM-Lieferplan.
Stufe 4 – Strukturelle Fertigung
Die strukturelle Fertigung einer TBM umfasst das Schneiden, Formen und Schweißen schwerer Stahlplattenabschnitte in die wichtigsten Strukturbaugruppen – den Bohrkopf, den vorderen Schild, den hinteren Schild und die hinteren Getriebekomponenten. Diese Arbeiten werden von zertifizierten Strukturschweißern unter Verwendung vorqualifizierter Schweißverfahren durchgeführt und durch zerstörungsfreie Prüfungen einschließlich Ultraschall-, Magnetpulver- und Röntgenprüfung überprüft. Die Kontrolle der Abmessungen während der Herstellung ist von entscheidender Bedeutung – der Schildkörper muss innerhalb enger Toleranzen rund sein, damit Tunnelauskleidungssegmente mit konsistenter Spaltgeometrie installiert werden können. Große Strukturbaugruppen werden nach der Fertigung bearbeitet, um die erforderlichen Grenzflächentoleranzen an den Passflächen zu erreichen.
Stufe 5 – Mechanische und hydraulische Montage
Nach Abschluss der strukturellen Fertigung wird die Maschine nach und nach mit ihren mechanischen, hydraulischen und elektrischen Systemen zusammengebaut. Das Hauptlager ist installiert und gemäß Spezifikation angezogen. Antriebsmotoren und Getriebe werden montiert und ausgerichtet. Das Schubzylindersystem ist installiert und alle Zylinder werden einzeln druckgeprüft, bevor sie an das Hydraulikaggregat angeschlossen werden. Der Segmentaufrichterarm wird zusammengebaut und seine Reichweite, Geschwindigkeit und Tragfähigkeit überprüft. Das Steuerungssystem ist verkabelt und integriert, wobei alle Sensoreingänge und Aktorausgänge anhand der Steuerungslogikdokumentation überprüft werden. Diese Montagephase ist fachkräfteintensiv – die TBM-Montage erfordert Techniker, die sich mit der gesamten Systemintegration und nicht nur mit der Installation einzelner Komponenten auskennen.
Stufe 6 – Werksabnahmeprüfung
Bevor eine TBM das Werk verlässt, wird sie einem umfassenden Factory Acceptance Test (FAT) unterzogen, bei dem der Kunde und seine technischen Vertreter anwesend sind. Der FAT überprüft, ob alle Systeme unter kontrollierten Bedingungen gemäß den Spezifikationen funktionieren – Drehgeschwindigkeit und Drehmoment des Bohrkopfes, Kraft und Hub des Schubzylinders, Reichweite und Tragfähigkeit des Segmentaufrichters, Druck und Durchfluss des Hydrauliksystems, Funktion des elektrischen Systems und Reaktion des Steuersystems. Das Leitsystem ist kalibriert und verifiziert. Alle während der FAT festgestellten Mängel müssen behoben werden, bevor die Maschine für den Versand freigegeben wird. Der FAT-Datensatz wird Teil der permanenten Dokumentation der Maschine und bleibt während der gesamten Betriebslebensdauer referenziert.

Präzisionstechnische Standards in der TBM-Produktion
Die Präzisionsanforderungen der TBM-Herstellung konkurrieren mit denen schwerer Luft- und Raumfahrt- und Verteidigungsausrüstung. Diese Toleranzen sind nicht willkürlich – sie wirken sich direkt auf die Fähigkeit der Maschine aus, einen Tunnel in der angegebenen Ausrichtung zu bauen, Auskleidungssegmente ohne Beschädigung zu installieren und wasserdichte Verbindungen zwischen den Segmenten über die gesamte Lebensdauer des Tunnels aufrechtzuerhalten.
- Rundheit des Messerkopfes: Der Außendurchmesser des Bohrkopfes muss innerhalb von ±2–3 mm des Nennbohrungsdurchmessers liegen, um den vorgesehenen Überschnitt aufrechtzuerhalten und zu verhindern, dass der Schild im Boden hängen bleibt. Um diese Toleranz in einer gefertigten Stahlkonstruktion mit einem Durchmesser von fünf bis zwölf Metern zu erreichen, ist eine sorgfältige Abfolge der Schweißvorgänge erforderlich, um Verformungen und die Nachbearbeitung kritischer Schnittstellenflächen nach dem Schweißen zu kontrollieren.
- Bearbeitung des Hauptlagersitzes: Die Gehäusebohrung und der Wellenzapfen, die die Hauptlagerbaugruppe positionieren, müssen mit Toleranzen im Bereich von IT6–IT7 (0,010–0,025 mm) bearbeitet und mit Präzisions-Koordinatenmessgeräten geprüft werden. Eine falsche Lagersitzgeometrie verkürzt die Lagerlebensdauer drastisch und kann tief unter der Erde zu vorzeitigem Ermüdungsversagen führen – ein äußerst kostspieliges und zeitaufwändiges Reparaturszenario.
- Rundheit des Schildkörpers: Die vorderen und hinteren Schildsegmente müssen mit einer Rundheitstoleranz von typischerweise 5–10 mm über den gesamten Durchmesser zusammengebaut und bearbeitet werden, um sicherzustellen, dass der Ringspalt zwischen dem Schild und den installierten Auskleidungssegmenten über den gesamten Umfang gleichmäßig ist. Diese Konsistenz ist entscheidend für die Wirksamkeit der Schildhautabdichtung – die Bürsten und das Fett, die den Spalt zwischen dem Schildende und der Auskleidung abdichten, müssen einen gleichmäßigen Kontakt herstellen, um das Eindringen von Grundwasser zu verhindern.
- Synchronisierung des Schubzylinderhubs: In einer großen TBM müssen 30–50 einzelne Schubzylinder in präzise koordinierten Gruppen aus- und eingefahren werden, um die Neigung und Gierbewegung der Maschine beim Steuern entlang der Tunneltrasse zu steuern. Die Zylinder müssen mit konsistenten Hubtoleranzen hergestellt werden und das Steuersystem muss kalibriert werden, um die Positionssynchronisation innerhalb weniger Millimeter über den gesamten Zylinderhub aufrechtzuerhalten.
- Position des Scheibenschneidergehäuses: Bei Hartgesteins-TBMs muss die Position jedes Scheibenfräsergehäuses in der Bohrkopffläche genau auf den vorgesehenen Schneidradius eingestellt werden, um sicherzustellen, dass alle Fräser mit demselben Radius derselben Rille in der Felswand folgen. Positionsfehler im Fräserabstand führen zu einer Überlastung einzelner Fräser und beschleunigtem Verschleiß, wodurch sich die Lebensdauer der Fräser verringert und die Häufigkeit zeitaufwändiger Fräserwechsel unter Tage erhöht.
Schlüsseltechnologien für die moderne TBM-Herstellung
Der Stand der Technik bei der Herstellung von Tunnelbohrmaschinen hat sich in den letzten Jahrzehnten erheblich weiterentwickelt, was auf die Anforderungen immer anspruchsvollerer Tunnelprojekte und die Integration digitaler Engineering-Tools zurückzuführen ist, die früheren Generationen von TBM-Konstrukteuren nicht zur Verfügung standen.
Digitaler Zwilling und Simulation
Führende TBM-Hersteller entwickeln jetzt vollständige digitale Zwillingsmodelle jeder Maschine, bevor mit der Fertigung begonnen wird. Diese Modelle integrieren Strukturanalyse, hydraulische Systemsimulation und Steuerungslogikmodellierung, um die Systemleistung über den gesamten Bereich der für das jeweilige Projekt erwarteten Betriebsbedingungen zu überprüfen. Digitale Zwillinge ermöglichen es Ingenieuren, Schnittstellenkonflikte zu erkennen, die Komponentenpositionierung zu optimieren und Fehlerszenarien zu simulieren, bevor ein einzelnes Stück Stahl geschnitten wird. Während des Betriebs kann der digitale Zwilling kontinuierlich mit realen Maschinendaten aktualisiert werden, um eine vorausschauende Wartung und Fehlerbehebung vom Engineering-Center des Herstellers überall auf der Welt zu unterstützen.
Fortschrittliche Schneidkopfmaterialien und Verschleißschutz
Der Schneidkopfverschleiß ist einer der Hauptfaktoren, der die Vortriebsgeschwindigkeit der TBM begrenzt und die Wartungskosten in abrasivem Untergrund erhöht. Die moderne TBM-Fertigung umfasst fortschrittliche Verschleißschutzstrategien, darunter Verschleißknöpfe aus Wolframkarbid, eine Deckplatte aus Chromkarbid und Verschleißeinsätze aus Keramikverbundwerkstoffen in den Zonen mit dem höchsten Verschleiß des Bohrkopfs. Die Auswahl und Platzierung des Verschleißschutzes wird nun mithilfe von numerischer Strömungsmechanik und diskreter Elementmodellierung analysiert, um Verschleißmuster für die spezifischen Boden- und Gesteinsbedingungen des Projekts vorherzusagen. Dadurch kann der Schutz dort konzentriert werden, wo er am meisten benötigt wird, und nicht gleichmäßig angewendet werden.
Automatisiertes Schweißen und Roboterfertigung
Während ein Großteil der TBM-Fertigung immer noch auf hochqualifizierte manuelle Schweißer angewiesen ist, hat die Integration automatisierter Schweißsysteme die Schweißkonsistenz und Produktivität bei Schweißverbindungen mit großem Volumen verbessert. Roboterschweißzellen werden für sich wiederholende Strukturschweißungen in Schildkörperblechen und Speichenabschnitten eingesetzt, bei denen eine konsistente Schweißnahtgeometrie von entscheidender Bedeutung ist. Das Unterpulverschweißen wird häufig für schwere Stumpfschweißnähte in dicken Blechabschnitten eingesetzt und sorgt für eine tiefe Eindringtiefe und hohe Abschmelzraten bei zuverlässiger Qualität. Diese automatisierten Prozesse ermöglichen es erfahrenen Schweißern, sich auf komplexe Zugangsverbindungen zu konzentrieren, bei denen ihr Fachwissen den größten Mehrwert bringt.
Echtzeit-Leistungsüberwachungssysteme
Moderne TBMs sind mit Hunderten von Sensoren ausgestattet, die alles überwachen, von der Kraft der einzelnen Schubzylinder bis hin zur Hauptlagertemperatur, dem Bohrkopfdrehmoment, dem Ortsdruck, dem Fetteinspritzdruck der Heckdichtung und der Position des Segmentaufrichters. Diese Daten werden in Echtzeit protokolliert, dem Bediener angezeigt, an das Büro des Projektingenieurs übermittelt und in vielen Fällen sicher an das Ingenieurteam des TBM-Herstellers weitergegeben. Die Möglichkeit, die Maschinenleistung aus der Ferne zu überwachen, hat die Art und Weise, wie Hersteller ihre Geräte vor Ort unterstützen, verändert und ermöglicht eine schnelle Diagnose aufkommender Probleme, bevor sie sich zu kostspieligen Ausfällen entwickeln.
Globale TBM-Hersteller und wo sie ihre Maschinen bauen
Die TBM-Fertigungsindustrie konzentriert sich auf eine kleine Anzahl großer internationaler Hersteller, die jeweils über spezielle technische Fähigkeiten und Fertigungsanlagen verfügen, die in der Lage sind, die größten und komplexesten Maschinen der Welt herzustellen.
- Herrenknecht AG (Deutschland): Der weltweit größte TBM-Hersteller nach Stückzahl und Umsatz mit Hauptsitz in Schwanau, Deutschland. Herrenknecht stellt das gesamte Spektrum an TBM-Typen her, von kleinen Mikrotunnelmaschinen bis hin zu Slurry- und EPB-Maschinen mit großem Durchmesser, mit großen Produktionsstätten in Deutschland und Montagebetrieben weltweit. Sie haben Maschinen für einige der anspruchsvollsten Tunnelbauprojekte der Welt geliefert, darunter den Gotthard-Basistunnel und zahlreiche U-Bahn-Systeme in Asien und im Nahen Osten.
- Die Robbins Company (USA): Als einer der ältesten und traditionsreichsten Namen in der TBM-Herstellung leistete Robbins Pionierarbeit in der Hartgesteins-TBM-Technologie und ist nach wie vor führend bei Hauptträger-Greifer-TBMs für den Felstunnelbau. Sie fertigen und überholen Maschinen in Werken in den Vereinigten Staaten und verfügen über ein globales Service- und Supportnetzwerk für ihre weltweit im Einsatz befindlichen Geräte.
- NFM Technologies (Frankreich, Teil der Bouygues-Gruppe): Ein französischer TBM-Hersteller mit ausgeprägter Expertise bei städtischen Tunnelbaumaschinen mit großem Durchmesser, insbesondere Schlammschild- und EPB-Typen für anspruchsvolle europäische und internationale Projekte. NFM hat Maschinen für große U-Bahn-Projekte in Paris, Rom und in ganz Südostasien geliefert.
- CREG – China Railway Engineering Equipment Group: CREG ist Chinas größter TBM-Hersteller und mittlerweile volumenmäßig einer der größten der Welt. CREG hat seine Engineering- und Fertigungskapazitäten durch eine Kombination aus lizenzierter Technologie und inländischen F&E-Investitionen rasch ausgebaut. CREG liefert den Großteil der TBMs, die in Chinas umfangreichen laufenden U-Bahn- und Hochgeschwindigkeits-Tunnelbauprogrammen zum Einsatz kommen, und hat mit dem Export in internationale Märkte begonnen.
- Kawasaki Heavy Industries und Mitsubishi Heavy Industries (Japan): Beide japanischen Maschinenbaukonzerne haben eine lange Tradition in der TBM-Herstellung, hauptsächlich für den japanischen Inlandsmarkt und ausgewählte Exportprojekte. Die japanische TBM-Herstellung ist bekannt für extrem hohe Bauqualität und Präzision, mit besonderer Stärke in der Schildmaschinentechnologie für den städtischen Tunnelbau auf weichem Untergrund.
- Caterpillar (Abteilung Lovat, Kanada): Caterpillar hat Lovat, einen kanadischen TBM-Hersteller, übernommen und produziert weiterhin EPB- und Schlammmaschinen unter der Tunnelbaumarke Caterpillar. Ihre Maschinen werden häufig in nordamerikanischen Infrastruktur-Tunnelbauprojekten eingesetzt, einschließlich der Wasserversorgung und des städtischen Nahverkehrs.
TBM-Überholung und -Überholung
Ein bedeutendes und wachsendes Segment der TBM-Fertigungsindustrie ist die Überholung und Wiederaufbereitung gebrauchter Maschinen für neue Tunnelprojekte. Angesichts der enormen Kosten einer neuen TBM – eine Maschine mit großem Durchmesser kann 15 bis 50 Millionen US-Dollar oder mehr kosten – bewerten Projektinhaber und Auftragnehmer generalüberholte Maschinen zunehmend als kostengünstige Alternative, wenn die Projektbedingungen mit den Spezifikationen einer vorhandenen Maschine kompatibel sind.
Die Sanierung von TBM umfasst in der Regel die Demontage aller wichtigen Systeme, die Inspektion und den Austausch von Verschleißkomponenten, die Instandsetzung von Strukturbaugruppen, die Überholung des Hauptlagers, den Austausch von Hydraulikdichtungen und -zylindern sowie die vollständige Erneuerung der Elektro- und Steuerungssysteme. Bei größeren Sanierungsprojekten kann der Schneidkopf umstrukturiert werden, um die Schneidanordnung an unterschiedliche Bodenbedingungen anzupassen, oder der Schilddurchmesser kann durch Hinzufügen oder Entfernen von Stahleinsätzen in der Hautplatte leicht angepasst werden. Eine gut durchgeführte Überholung kann die Lebensdauer der Maschine um ein weiteres vollständiges Projekt und manchmal sogar noch mehr verlängern, und das zu einem Bruchteil der Kosten einer neuen Maschine.
Herausforderungen und zukünftige Trends im Tunnelbohrmaschinenbau
Die TBM-Herstellung steht vor einer Reihe fortlaufender technischer und kommerzieller Herausforderungen, die die Entwicklung der Branche im kommenden Jahrzehnt prägen werden. Die Nachfrage nach größeren, tieferen und automatisierteren Tunnelvortriebslösungen verschiebt die Grenzen dessen, was die aktuelle TBM-Technologie leisten kann, und treibt erhebliche Investitionen in Forschung und Entwicklung in der gesamten Branche voran.
- Zunehmender Maschinendurchmesser: Der Trend zu größeren Tunneldurchmessern für Autobahn- und kombinierte U-Bahn-/Straßentunnel führt zu Maschinen außergewöhnlicher Größe. Maschinen mit einem Durchmesser von mehr als 15 Metern stellen strukturelle und logistische Herausforderungen dar, die neuartige technische Lösungen erfordern – der Transport, die Montage und der Start solcher Maschinen auf engstem Raum eines Startschachts erfordern eine sorgfältige Planung in jeder Phase des Herstellungs- und Lieferprozesses.
- Automatisierte Messerwechselsysteme: Für den Austausch von Scheibenfräsern an Hartgesteins-TBMs müssen Arbeiter unter atmosphärischen Bedingungen oder unter Druckbedingungen in die Abbaukammer eintreten, um verschlissene Fräser manuell auszutauschen – eine der anspruchsvollsten und gefährlichsten Aufgaben im Tunnelbau. Mehrere Hersteller entwickeln robotische Fräserwechselsysteme, die diese Arbeit aus der Ferne durchführen können, wodurch die Arbeiter nicht mehr der gefährlichen Druckumgebung beim Aushub ausgesetzt werden. Die Entwicklung von Manipulatoren, die Schneidgewichte von mehr als 200 kg in engen, nassen und kontaminierten Räumen handhaben können, ist eine große technische Herausforderung.
- Elektrifizierung von Antriebssystemen: Der zunehmende regulatorische Druck auf die Luftqualität im Untergrund und die Kohlenstoffemissionen beschleunigt die Entwicklung vollelektrischer TBM-Antriebssysteme, die den Antrieb der Maschine durch Hydrauliköl und Diesel überflüssig machen. Elektrische Bohrkopfmotoren mit Direktantrieb, elektrische Schubzylinderantriebe und batterie- oder netzbetriebene Tunnellogistik werden von großen Herstellern aktiv weiterentwickelt.
- Widerstandsfähigkeit der Lieferkette: Die globalen Störungen der letzten Jahre haben Schwachstellen in den erweiterten Lieferketten aufgedeckt, auf die TBM-Hersteller angewiesen sind – insbesondere bei Lagern mit großem Durchmesser, speziellen Hydraulikkomponenten und elektronischen Steuerungssystemen. Hersteller arbeiten aktiv daran, alternative Lieferanten zu qualifizieren, den strategischen Komponentenbestand zu erhöhen und in einigen Fällen die zuvor ausgelagerte Komponentenfertigung ins eigene Haus zu verlegen, um das Risiko von Unterbrechungen der Lieferkette zu verringern.
- KI-gestützte Führung und autonomer Betrieb: Die Integration künstlicher Intelligenz in TBM-Führungs- und Steuerungssysteme ist ein aktives Entwicklungsgebiet. Modelle für maschinelles Lernen, die auf historischen Projektdaten trainiert werden, können Lenkparameter optimieren, die Qualität der Auskleidungsringe vorhersagen und Bediener auf sich entwickelnde Bodenbedingungen aufmerksam machen, bevor diese zu Betriebsproblemen führen. Ein vollständig autonomer TBM-Betrieb bleibt ein längerfristiges Ziel, bei aktuellen Projekten wird jedoch bereits eine schrittweise Automatisierung routinemäßiger Betriebsaufgaben eingesetzt.
Abschließende Gedanken zur TBM-Herstellung
Die Herstellung von Tunnelbohrmaschinen befindet sich an der Schnittstelle von Hochbau, Präzisionsbearbeitung, Hydraulik, Elektronik und Materialwissenschaft – und das in einem Ausmaß, mit dem nur wenige andere Branchen mithalten können. Jede TBM, die ein Werk verlässt, ist eine maßgeschneiderte Lösung für eine Reihe spezifischer geologischer und projektbezogener Herausforderungen. Die Qualität dieser Konstruktion und Fertigung zeigt sich letztendlich darin, wie zuverlässig die Maschine durch die Erde bohrt, wie konsequent sie eine hochwertige Tunnelauskleidung installiert und wie sicher sie die Arbeiter am Ende jeder Schicht nach Hause bringt.
Da die Nachfrage nach globaler Infrastruktur die Investitionen in den Untertagebau weiterhin vorantreibt, stehen TBM-Hersteller vor einer spannenden und anspruchsvollen Zukunft: Sie müssen Maschinen mit zunehmender Größe, Komplexität und technologischem Anspruch liefern, gleichzeitig Lieferketten verwalten, die nächste Generation von Ingenieuren und Herstellern entwickeln und digitale Technologien integrieren, die definieren werden, wie Tunnelbohrungen im nächsten halben Jahrhundert aussehen werden. Für jeden, der mit Tunnelbau, Beschaffung oder Projektentwicklung zu tun hat, ist das Verständnis, wie diese außergewöhnlichen Maschinen entworfen und gebaut werden, von grundlegender Bedeutung, um fundierte Entscheidungen über eines der komplexesten und folgenreichsten Baumaschinenteile aller Zeiten treffen zu können.







